









История.
Ковка является одним из самых древних способов обработки металлов. Простейшими инструментами и оборудованием для ковки были молоток, клещи и наковальня, известные человеку еще в доисторические времена.

История кузнечно-прессового производства ведёт свой путь с XVI века, когда начали применять механические рычажные молоты с весом падающих частей (700-1500 Н), приводимые в движение водой рек.
Промышленная революция XVIII в. особенно ярко отразилась на металлургической и металлообрабатывающей промышленности. Развитие машиностроения, железных дорог, пароходостроения шло очень быстрыми темпами и требовала соответствующих механизмов для изготовления тяжелых и больших поковок , в результате чего появились паровые и приводные молоты. Одновременно с паровыми и приводными молотами и прессами широкое распространение в кузнечном производстве получили кривошипные кузнечные машины, выполняющие одну, две, три и более кузнечных операций. Все эти машины связаны одним основным признаком – наличием у них кривошипно -шатунного механизма, с помощью которого наносится удар по поковке или оказывается давление на нее.
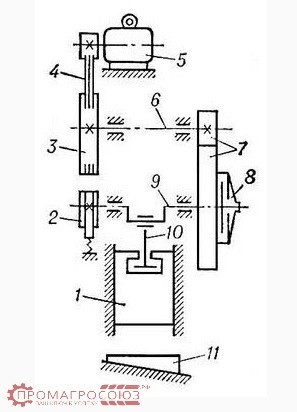
Кинематическая схема кривошипного пресса:
1-ползун
2-тормоз
3-маховик
4-клиноремённая передача
5-электродвигатель
6-передаточный вал
7-зубчатая передача
8-муфта
9-кривошипный вал
10-шатун
11-плита для крепления матрицы штампа
Рис. 1 Кинематическая схема кривошипного пресса
В системе привода кривошипных прессов и пресс ножниц предусматривают сцепные муфты и тормоза, которые дают возможность передавать движение на исполнительный механизм от привода, а в нужный момент наоборот, прекращать связь с приводом, останавливая ползун механизма без выключения электродвигателя. Включение и выключение взаимно сблокированных муфты и тормоза производят системами управления.
Муфта, тормоз и система управления образуют так называемую систему включения пресса, от работоспособности которой во многом зависит надежность и безопасность эксплуатации пресса в целом. Система включения пресса работает в тяжелых условиях, связанных с большим числом включений в единицу времени (число включений при одиночных ходах составляет pnпр, где р= (0,1÷0,9); ограниченным временем включения и выключения, задаваемым сравнительно небольшим временем цикла. Время включения и выключения обычно не должно превышать нескольких десятых долей секунды, а в быстроходных прессах оно составляет менее 0,1 сек. К системе включения предъявляется требование абсолютной безотказности в работе, ибо ложные срабатывания того или иного элемента могут привести к тяжелым травмам обслуживающего персонала. Наиболее тяжелые условия падают на долю главного элемента системы - муфты. В прессах применяют конструкции сцепных муфт, специфичность которых определяется главным образом довольно большим передаваемым моментом и большим числом включений. Фрикционные муфты у прессов всегда имеют значительные габаритные размеры, а их конструкция и расположение должны обеспечивать высокую износостойкость, а также удобство для обслуживания и ремонта.

